|


| 特性级别 | 增强级|||热稳定性|||耐高温|||耐低温|||标准级|||耐水解|||耐老化|||高强度|||高圄冲|||高滑动|||高光泽|||高刚性||| |
| 牌号 | WAL34I |
| 加工级别 | 注堕级||| |
| 品名 | 玻璃珠增强WBG16 SABIC LNP Faradex WAL34I |
| 厂家(产地) | SABIC |
| 用途级别 | 通用级||| |
玻璃珠增强WBG16 SABIC LNP Faradex WAL34I
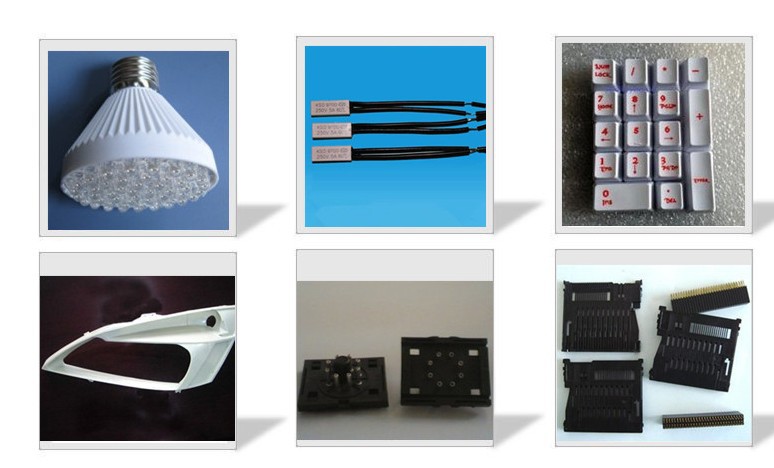
PBT注塑工艺: PBT的聚合工艺成熟、成本较低,成型加工容易。未改性PBT性能不佳,实际应用要对PBT进行改性,其中,玻璃纤维增强改性牌号占PBT的70%以上。1、PBT的工艺特性 PBT具有明显的熔点,熔点为225~235℃,是结晶型材料,结晶度可达40%。PBT熔体的粘度受温度的影响不如剪切应力那么大,因此,在注塑中,注射压力对PBT熔体流动性影响是明显。PBT在熔融状态下流动性好,粘度低,仅次于尼龙,在成型易发生“流延”现象。PBT成型制品各向异性。PBT在高温下遇水易降解。2、原料准备 注塑前要进行干燥、要将水分含量控制在0.02%以下。采用热风循环干燥时,当温度为105℃、120℃或140℃时,所对应的时间不超过6h、4h、2h。料层厚度低于30mm。3、注塑工艺参数 ①注射温度 PBT的分解温度为280℃,所以实际生产中一般控制在240-260℃之间。②注射压力注射压力一般为50~100MPa。③注射速率 PBT冷却速度快,因此要采用较快的注射速率。④螺杆转速和背压 成型PBT的螺杆转速不宜超过80r/min,一般在25~60r/min之间。背压一般为注射压力的10%~15%。⑤模具温度 一般控制在70~80℃,各部位的温度差不超过10℃。⑥成型周期 一般情况下为15~60 s。PBT典型用途: ◆电子电气零件:连接器、插头、插座、线圈芯、继电器、开关、IC片基座、保险丝盒、马达端盖、马达碳刷座、整流器、可程式控制器、视听器材零件、电视反馈应变器、调谐器、CRT插座、VIR外壳、支杆、日光灯座。◆汽车零件:配电盘盖、本体外壳、转子、化油器、安全带零件、齿轮类、排气改善阀件、齿轮箱、外部把手、连接器、缓行挡板、汽车外装部品、机车外装部品、点火装置开关、方向灯开关、加热器开关、车尾灯插座、保险丝盒、电压调整器零件、点火线圈外壳、线圈芯。◆工业产品零件:钟表外壳、底板、照相机零件、OA器材按键、冷却风扇、家用机器零件、撒粉机外壳、休闲器材、钓具、线轴、滑雪板、瓦斯炉零件、水表外壳、抽水机外壳、流量控制机器、压力容器、化学液处理装。
LNP* Lubricomp* WBG16 | SABIC Innovative Plastics Europe | PBT |
LNP* Lubricomp* WBL36L | SABIC Innovative Plastics | PBT |
LNP* Lubricomp* WBL36L | SABIC Innovative Plastics Asia Pacific | PBT |
LNP* Lubricomp* WCL36 | SABIC Innovative Plastics | PBT |
LNP* Lubricomp* WCP36 | SABIC Innovative Plastics Europe | PBT |
LNP* Lubricomp* WFI18 | SABIC Innovative Plastics Europe | PBT |